
Laser drilling: Printed circuit boards, arrays and co.
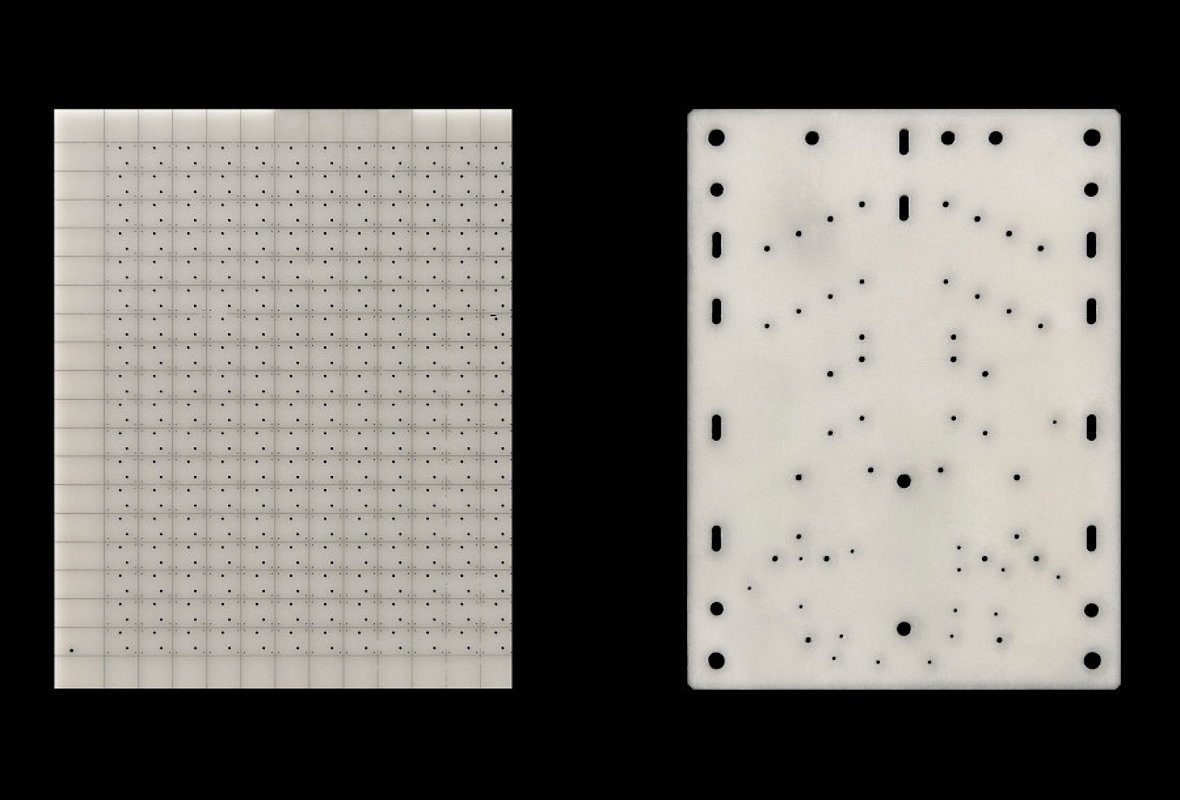
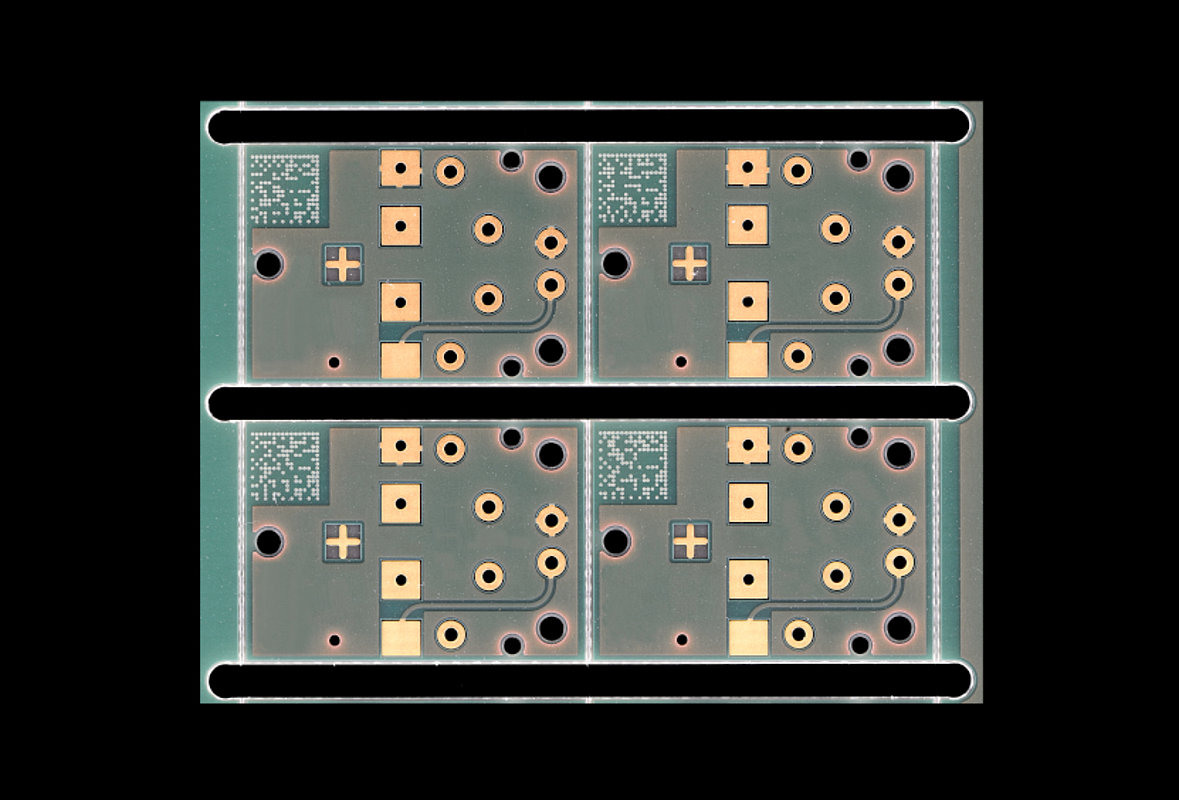
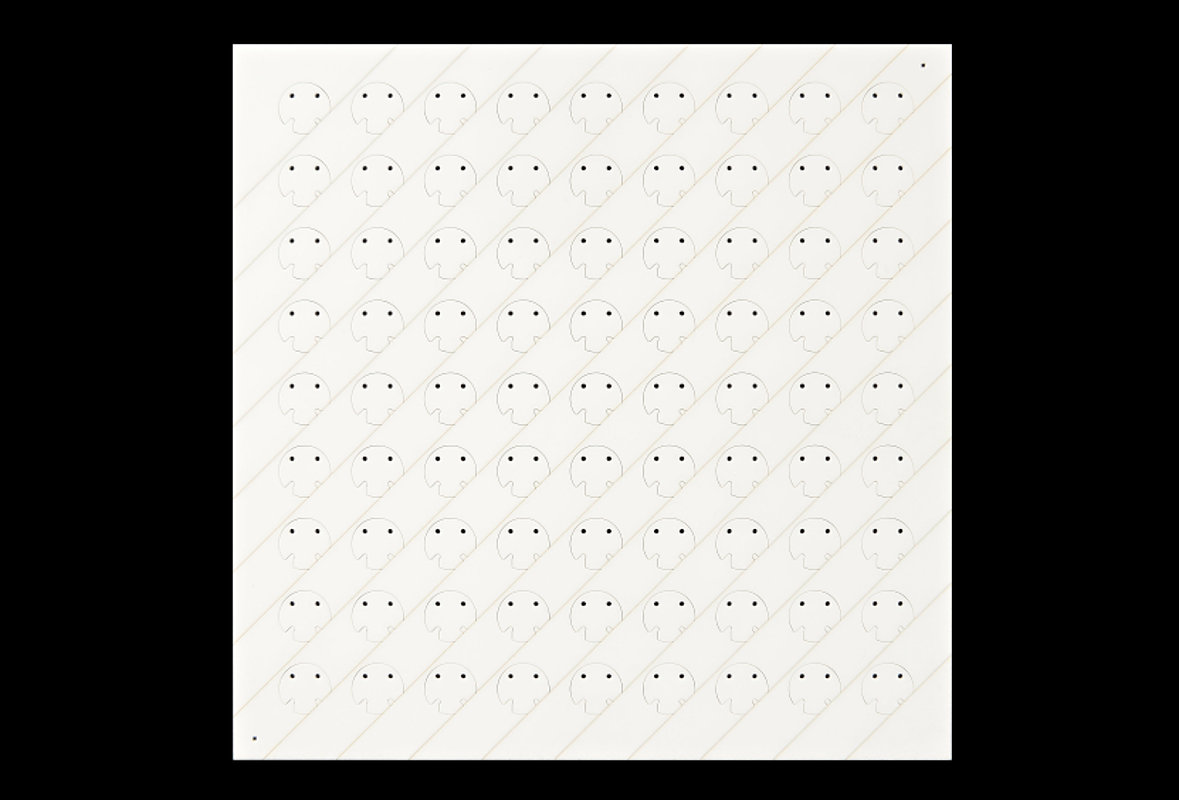
In laser drilling, or more precisely micro-drilling, fine and precision holes (micro-vias) of up to several hundred micrometres in diameter are machined into the desired material without contact or force. An ultra-short pulse laser ensures that the material is vaporised and thus enables post-processing-free precision drillings, such as for injections and through-hole platings in ceramics, glass or silicon wafers, as well as drillings for the production of screens and filters. Using the latest USP laser technology, we drill blind and through holes in almost all common PCB materials.
Laser drilling of metal, stainless steel, plastic, ceramics and copper
Depending on the requirements of a drill hole, we use different drilling methods for laser drilling of metal, stainless steel, plastic, ceramics and copper.
-
Single pulse drilling for thin materials
In single pulse drilling, a laser beam pierces the material in only one pulse. This process can be carried out with or without process gas support (mostly remote processing on-the-fly). It is particularly suitable for thin materials of less than 0.1 millimetres and for perforating all kinds of foils and thin metal filters.
-
Percussion drilling for deeper holes
Percussion drilling is particularly suitable for deeper holes with material thicknesses of up to 4.0 millimetres, such as silicon wafers, injection-moulded plastic parts or cooling holes in turbine loops. The laser beam hits the workpiece in several individual pulses. This vaporises the material and expels it upwards.
-
Trepanning for shaped holes with larger diameter
For form drilling of mechanically functional holes (fits) with larger diameters, the laser beam is additionally moved during the drilling process. The material is expelled downwards while the laser beam moves relative to the workpiece. The advantage of this process is that precisely right-angled or negative-conical holes can also be drilled.
-
Deep hole drilling using the waterjet process
The smaller the structure width, the more difficult it is to manufacture. For deep-hole drilling with aspect ratios of up to 1:400, we resort to the so-called waterjet process. A thin water jet serves as a light guide. The laser beam is coaxially coupled to the water jet and thus guided through the workpiece in a focused manner.

Further services for you
Discover more diverse technologies - from laser welding and laser structuring to metalworking and precision manufacturing of drawing parts.
We look forward to your enquiry!
